Manufacturing of Tungsten Carbide Products
Tungsten Carbide is a composite material manufactured by powder metallurgy. The wear resistant composite is usually Wolfram Carbide (WC) with cobalt (Co) binder.
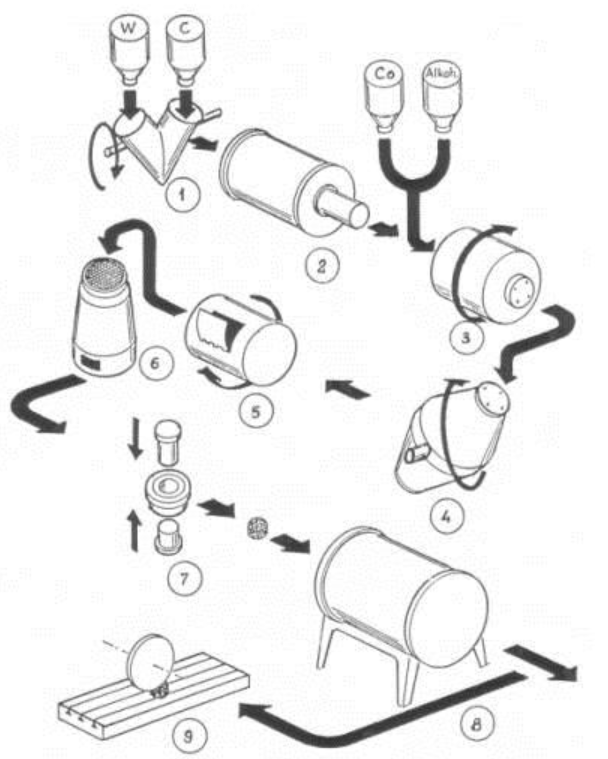
1. Mixing W + C
2. WC carburizing 1.800 °C
3. Grinding WC + Co + alcohol + paraffin
4. Drying
5. Granulation
6. Sieving
7. Pressing
8. Sintering 1.600 °C
9. After treatment and quality control
2. WC carburizing 1.800 °C
3. Grinding WC + Co + alcohol + paraffin
4. Drying
5. Granulation
6. Sieving
7. Pressing
8. Sintering 1.600 °C
9. After treatment and quality control
1. Mixing of Wolfram and Carbon
Mixing of Wolfram and carbon is done with a special mixer because of the large difference between the specific gravities of the materials. The density of tungsten is 18 kg/dm3.
2. Preparation of tungsten carbide (WC) by carburization
The mixed W + C -powder is heated in a furnace at up to 1.800 °C, at which temperature carbides are formed.
3. Grinding
Mixed WC + Co powder is grinded with an attritor or ball mill to approximately 1 µm grain size. When increasing impact strength the grain size up to 6 µm. The produced powder should be as homogeneous as possible.
4. Drying
The alcohol used in grinding will be evaporated.
5. Granulation
The powder is granulated by milling. The purpose of granulation is to make the powder more fluid for compression tools.
6. Sieving
Homogenizes the granules.
7. Pressing
The main advantage of powder metallurgy compared to traditional manufacturing methods is basically in compressing. The raw material is pressed to the final form by a mere one-step action. The leftover powder can be recycled and used again. A typical compression pressure is 150 N/mm2.
8. Sintering
In sintering the temperature of the molded part is raised close to the melting point of the binding component. For WC + Co, part the temperature is 1.600 °C in either a vacuum or an inert gas, such as argon, atmosphere. The sintering cycle is 10-16 hours. During sintering, the part shrinks about 18 %, which can cause some form changes (± 3 %) especially when making bigger parts. The surface roughness after sintering is 1.6 - 6.3 micrometers.
Pre sintering
Tungsten Carbide products can also be machined. First Tungsten Carbide product is preformed in a normal way by pressing. Then the preformed part will be pre-sintered at 600 - 800 °C, after which the part is chalk-kind and can be CNC machined. At this point it is possible to for example drill holes needed in nozzles. Finally the product will be sintered in normal high temperature and it reach the hardness typical.
Sintering methods
Vacuum sintering
Traditional, still much used.
HIP-treatment (Hot Isostatic Pressure)
The main and future method for hard metal industry. In HIP-treatment Tungsten Carbide is sintered in a furnace under high gas pressure. All porosity is possible to eliminate from Tungsten Carbide. The hardness of Tungsten Carbide will remain the same but tensile strength will increase even up to 30 %.
9. After treatment and quality control
Because the sintering accuracy is ± 3 % only, special industrial tools need further manufacturing to achieve the tolerances and surface quality required.
Grinding
A diamond disk is used for grinding due to the hardness of the hard metal products can reach hardness of 2.000 HV. Grinding with diamond wheel takes time and is quite expensive because the thickness of removable chip is around 0.001 mm only. (Some material hardness: diamond 7.500 HV, quartz 1.100 HV and high-speed steel around 800 HV).
Polishing
Polishing is made by diamond paste and is mostly handwork. Hard metal can be polished to a perfect mirror surface.
EDM-machining
Even though the pure metal content is low, Tungsten Carbide is conductive and can be machined by EDM. The machining speed is roughly 30 % of speed in steels.
Lapping
Lapping is suitable for long production series for flat products. The idea of lapping is the same than in grindstones. A steel plate with product shaped holes is put between the stones. The parts are planar and the surface quality is reasonably good. The abrasive agent used is typically Silicon Carbide (SiC).
Dumbling
Can be done with a ball mill, or just by rolling the products against each other. The abrasive agent used is typically Silicon Carbide (SiC).
Ultra sound machining
Used when making very small holes, but is an expensive method.
Mixing of Wolfram and carbon is done with a special mixer because of the large difference between the specific gravities of the materials. The density of tungsten is 18 kg/dm3.
2. Preparation of tungsten carbide (WC) by carburization
The mixed W + C -powder is heated in a furnace at up to 1.800 °C, at which temperature carbides are formed.
3. Grinding
Mixed WC + Co powder is grinded with an attritor or ball mill to approximately 1 µm grain size. When increasing impact strength the grain size up to 6 µm. The produced powder should be as homogeneous as possible.
4. Drying
The alcohol used in grinding will be evaporated.
5. Granulation
The powder is granulated by milling. The purpose of granulation is to make the powder more fluid for compression tools.
6. Sieving
Homogenizes the granules.
7. Pressing
The main advantage of powder metallurgy compared to traditional manufacturing methods is basically in compressing. The raw material is pressed to the final form by a mere one-step action. The leftover powder can be recycled and used again. A typical compression pressure is 150 N/mm2.
8. Sintering
In sintering the temperature of the molded part is raised close to the melting point of the binding component. For WC + Co, part the temperature is 1.600 °C in either a vacuum or an inert gas, such as argon, atmosphere. The sintering cycle is 10-16 hours. During sintering, the part shrinks about 18 %, which can cause some form changes (± 3 %) especially when making bigger parts. The surface roughness after sintering is 1.6 - 6.3 micrometers.
Pre sintering
Tungsten Carbide products can also be machined. First Tungsten Carbide product is preformed in a normal way by pressing. Then the preformed part will be pre-sintered at 600 - 800 °C, after which the part is chalk-kind and can be CNC machined. At this point it is possible to for example drill holes needed in nozzles. Finally the product will be sintered in normal high temperature and it reach the hardness typical.
Sintering methods
Vacuum sintering
Traditional, still much used.
HIP-treatment (Hot Isostatic Pressure)
The main and future method for hard metal industry. In HIP-treatment Tungsten Carbide is sintered in a furnace under high gas pressure. All porosity is possible to eliminate from Tungsten Carbide. The hardness of Tungsten Carbide will remain the same but tensile strength will increase even up to 30 %.
9. After treatment and quality control
Because the sintering accuracy is ± 3 % only, special industrial tools need further manufacturing to achieve the tolerances and surface quality required.
Grinding
A diamond disk is used for grinding due to the hardness of the hard metal products can reach hardness of 2.000 HV. Grinding with diamond wheel takes time and is quite expensive because the thickness of removable chip is around 0.001 mm only. (Some material hardness: diamond 7.500 HV, quartz 1.100 HV and high-speed steel around 800 HV).
Polishing
Polishing is made by diamond paste and is mostly handwork. Hard metal can be polished to a perfect mirror surface.
EDM-machining
Even though the pure metal content is low, Tungsten Carbide is conductive and can be machined by EDM. The machining speed is roughly 30 % of speed in steels.
Lapping
Lapping is suitable for long production series for flat products. The idea of lapping is the same than in grindstones. A steel plate with product shaped holes is put between the stones. The parts are planar and the surface quality is reasonably good. The abrasive agent used is typically Silicon Carbide (SiC).
Dumbling
Can be done with a ball mill, or just by rolling the products against each other. The abrasive agent used is typically Silicon Carbide (SiC).
Ultra sound machining
Used when making very small holes, but is an expensive method.
Compressing methods
Pressing with a tool
The powder is compressed to the matrix with top and bottom punches, which can also have desired forms. The process is a fast and cost effective, but the design of the desired part cannot be very complicated. For short production series products relatively high price of the pressing tool must be considered.
Isostatic pressing
Normally used for products with short production series or products too complicated to press with a tool. Powder is packed to a rubber bag that has the shape of the desired product. The bag is immersed into a pressure tank containing fluid. A compressor is used to pressurize the container to the desired level, where a robust form of the product will be pressed. Then the preformed part will be pre-sintered at 600 - 800 °C, after which the part is chalk-kind and can be CNC machined. At this point it is possible to for example drill holes needed in nozzles. Finally the product will be sintered in normal high temperature and it reach the hardness typical. With isostatic pressing it is quite easy to make complicated designs. The part will also be more uniform in quality, but the processing costs will be higher than the processing costs of a bulk product made with tool pressing.
Extruding
A processing method used for example in making long tubes and bars. More paraffin has to be added to the powder in order to make a more plastic material. Usually the pre-warmed material will be extruded through a formed nozzle and cut to desired lengths. The main advantage of this processing method is the ability to make very long and straight products. Also the cross section profile can be chosen more freely than when using a compression tool. In addition to that advantage is a possibility of making very small (0.1 mm) holes in bars. In extruding tubes and bars are manufactured from fine Wolfram Carbide grain by using HIP-treatment.
Injection molding
A pre-warmed mass of powder with a large amount of paraffin is pressed to a mold of the desired form, in the same way than used when manufacturing plastic products. In injection molding it is possible to make very complicated products in just one step. Due to the high cost of the mold the process is at it´s best in large production series. The challenge in injection molding is get the powder homogenously to the mold and avoid the risk of porosity caused by large amount of the plasticizer. The injection molding is suitable for thin-walled products.
Pressing with a tool
The powder is compressed to the matrix with top and bottom punches, which can also have desired forms. The process is a fast and cost effective, but the design of the desired part cannot be very complicated. For short production series products relatively high price of the pressing tool must be considered.
Isostatic pressing
Normally used for products with short production series or products too complicated to press with a tool. Powder is packed to a rubber bag that has the shape of the desired product. The bag is immersed into a pressure tank containing fluid. A compressor is used to pressurize the container to the desired level, where a robust form of the product will be pressed. Then the preformed part will be pre-sintered at 600 - 800 °C, after which the part is chalk-kind and can be CNC machined. At this point it is possible to for example drill holes needed in nozzles. Finally the product will be sintered in normal high temperature and it reach the hardness typical. With isostatic pressing it is quite easy to make complicated designs. The part will also be more uniform in quality, but the processing costs will be higher than the processing costs of a bulk product made with tool pressing.
Extruding
A processing method used for example in making long tubes and bars. More paraffin has to be added to the powder in order to make a more plastic material. Usually the pre-warmed material will be extruded through a formed nozzle and cut to desired lengths. The main advantage of this processing method is the ability to make very long and straight products. Also the cross section profile can be chosen more freely than when using a compression tool. In addition to that advantage is a possibility of making very small (0.1 mm) holes in bars. In extruding tubes and bars are manufactured from fine Wolfram Carbide grain by using HIP-treatment.
Injection molding
A pre-warmed mass of powder with a large amount of paraffin is pressed to a mold of the desired form, in the same way than used when manufacturing plastic products. In injection molding it is possible to make very complicated products in just one step. Due to the high cost of the mold the process is at it´s best in large production series. The challenge in injection molding is get the powder homogenously to the mold and avoid the risk of porosity caused by large amount of the plasticizer. The injection molding is suitable for thin-walled products.